别再等待了,仅仅一分钟,就能通过我们的20号绗磨管油缸管厂家经验丰富产品视频探索到无数令人心动的细节和亮点。
以下是:江苏泰州20号绗磨管油缸管厂家经验丰富的图文介绍



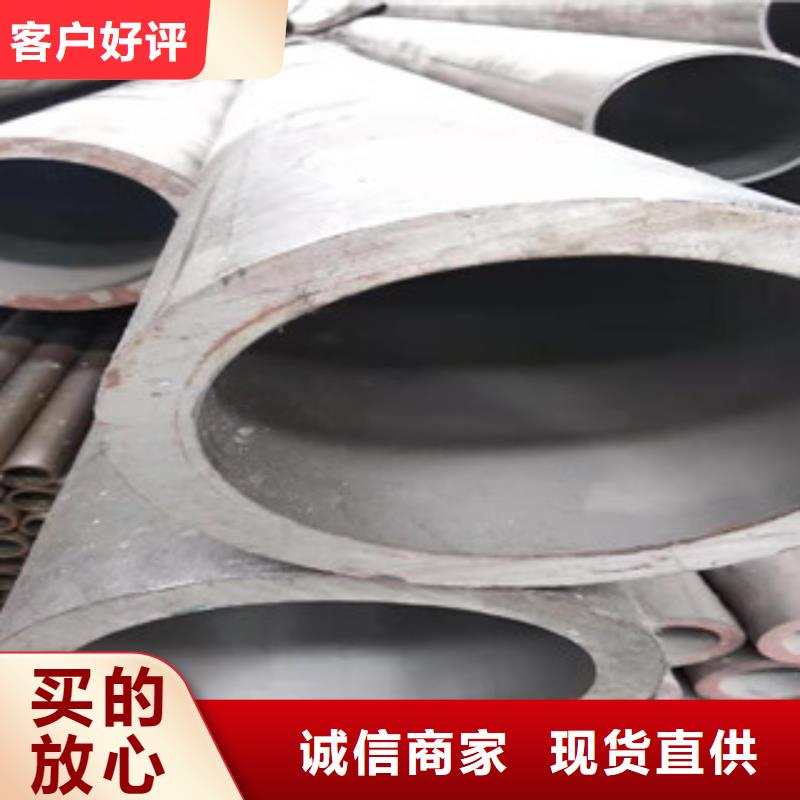
山东顺泽金属制品有限公司是专业从事20号绗磨管、45号气缸管、液压油缸管、内外研磨管、液压缸筒、厚壁绗磨管、304不锈钢绗磨管、45好活塞杆等液压产品生产销售的现代企业。本公司座落美丽的江北水城--钢管之都--聊城。位于聊城市开发区,背靠济馆高速公路,西邻京九铁路大动脉。公司地理位置优越,交通条件极为便利。我公司拥有多台大型珩磨机和专业的操作人员,特殊要求的需定制且双方协议即可!
目前公司生产品种规格为:内径直径30mm—480mm,壁厚为2mm—40mm。技术条件为:内孔精度H5—H10,内孔粗糙度Ra≤0.63um,直线度≤0.3mm/m。钢号是20#—45#、16Mn、27SiMn及部分低合金钢,标准GB8713-88。规格为40-530*2-40MM,长度为2-12M的各种类型油缸管,年产销售能力3万吨。公司设备先进,生产工艺优化,检测手段完善。



珩磨管,绗磨管液压油缸珩磨管无论用何种加工方法加工,在零件表面总会留下细的凸凹不平的刀痕,出现交错起伏的峰谷现象, 滚压加工原理:它是一种压力光整加工,是利用金属在常温状态的冷塑性特点,利用滚压工具对工件表面施加一定的压力,使工件表层金属产生塑性流动,填入到原始残留的低凹波谷中,而达到工件表面粗糙值降低。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,并形成残余应力层,硬度和强度提高,从而改善了工件表面的耐磨性、耐蚀性和配合性。滚压是一种无切削的塑性加工方法。
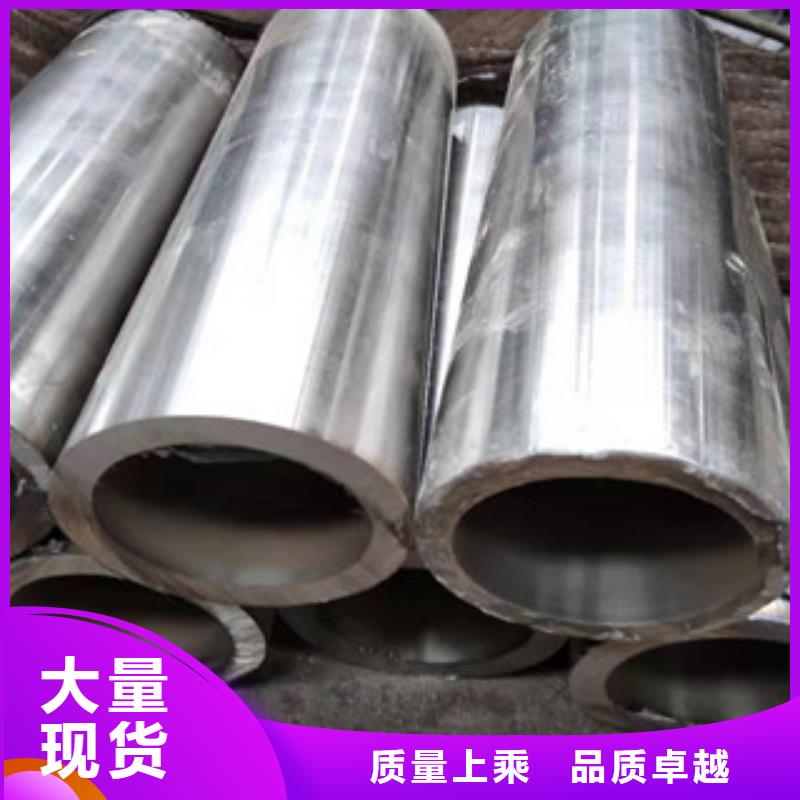
绗磨管几大优点:
山东顺泽金属制品有限公司1、提高表面粗糙度,粗糙度基本能达到Ra≤0.08µm左右。 2、修正圆度,椭圆度可≤0.01mm。 3、提高表面硬度,使受力变形,硬度提高HV≥4° 4、加工后有残余应力层,提高疲劳强度提高30%。 5、提高配合质量,减少磨损,延长零件使用寿命,但零件的加工费用反而降低。


新策钢管(泰州市分公司)致力于向客户提供满足其需求的 高频活塞杆厂家, 以及售后服务和解决方案,为客户创造长期价值。 以企业“重信用,守合同,保证质量”为核心宗旨目标;并与多家 高频活塞杆厂家品牌商建立了长期稳定的关系;不断升级、创新;不断公司的技术平台实力来满足日益增长的市场需求,以便更优的带动公司内部运营效率,为企业提供服务。



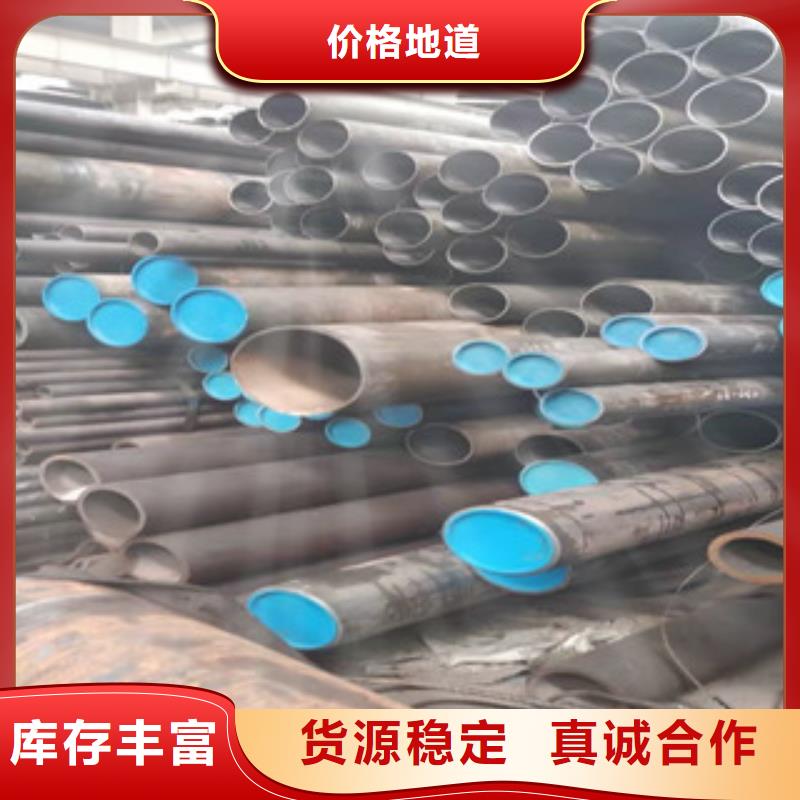
该产品经稍加珩磨后,可直接用作液压、气动缸缸体管。而传统的液压、气动缸缸体管的生产工艺,是用热轧无缝钢管,采用镗孔──滚压联合的切削工艺,生产过程中,大量金属被切成切屑浪费了,同时还消耗大量电能。随着我国工业技术的发展,液压缸技术得到广泛的应用,据不完全统计,全国每年需要各种规格的液压缸体约380万米,沿用老的工艺技术生产液压缸体,已很难适应生产发展的需要。
绗磨与内圆磨不同之处
绗磨与内圆磨不同,加工是用一珩磨头伸进孔内,然后由机器带动旋转,往复,并涨出磨条进行切削加工.机器是专用的珩磨机.有立式和卧式之分.立式较适于大批量的较短件连续生产,如气缸套类.卧式的较适合较长件的生产.如果是加工铸铁类的,生产效率转内圆磨的方式高几倍.但钢件珩磨效率比铸铁等要差点,不过比起内圆磨的方式还是要快很多.精度方面不是什么问题,比起内圆磨有过之而无不及.
绗磨出来的管材主要应用于液压油缸、气缸等叉车油缸管上。




 扫一扫
扫一扫